Ultra-high pressure sterilization equipment: the guarantee of future food safety
2026-02-11 13:33:16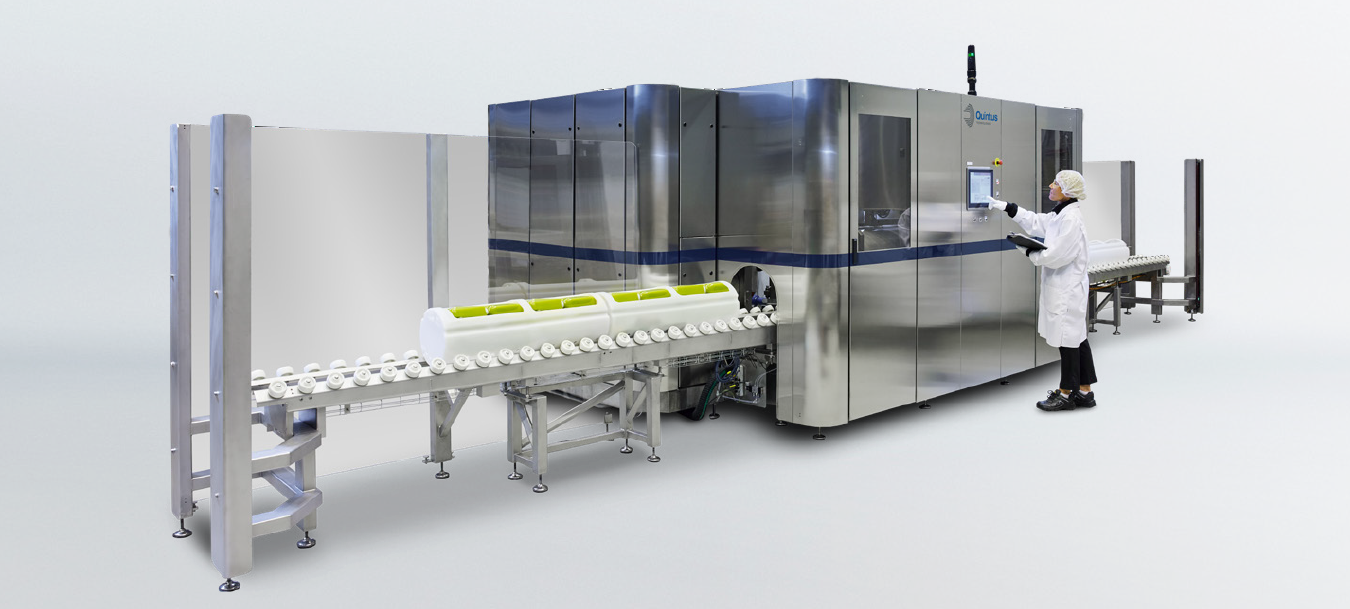
Food safety has always been an important topic of concern. In today's globalization and modernization, the food supply chain has become more and more complex, which also increases the risk of contaminants and pathogens in food. Therefore, innovative and effective sterilization technology is particularly important. As an efficient food processing technology, ultra-high pressure sterilization equipment has received more and more attention in recent years. This article will explore in depth the principles, advantages, applications and market prospects of ultra-high pressure sterilization equipment.
Working principle of ultra-high pressure sterilization equipment
The working principle of ultra-high pressure sterilization equipment is based on subjecting food to extremely high pressure (usually 100 to 1000 MPa) for treatment. This pressure far exceeds atmospheric pressure and can effectively sterilize, extend shelf life and maintain the nutrition and flavor of food. The increase in pressure destroys the cell membrane of microorganisms, resulting in damage to important functions in the cell, thereby killing various pathogens such as bacteria, viruses and yeast.
A key advantage of this physical sterilization method is that it is carried out at room temperature or even low temperature, which reduces the damage of heat treatment to the nutritional components and flavor of food. Therefore, ultra-high pressure sterilization technology can maximize the original flavor and nutrition of food while ensuring food safety.
Advantages of ultra-high pressure sterilization equipment
1. Retention of food nutrition and flavor
Traditional high-temperature sterilization methods often lead to changes and loss of food flavor and nutrients. However, ultra-high pressure treatment can be carried out at low temperatures, effectively avoiding these problems. Through this process, the color, aroma, taste and texture of food can be closer to the fresh state. For example, after ultra-high pressure treatment, the vitamin C content and aroma components of juice are almost not lost.
2. Wider application range
Ultra-high pressure sterilization equipment is not only suitable for liquid foods such as juice, yogurt and milk, but also for solid foods, including meat, seafood and fruit and vegetable products. This makes ultra-high pressure technology a universal solution for various food processing industries. Moreover, it can also be used for sterilization in food packaging to ensure the safety of food from production to consumption.
3. Improved food safety
High efficiency in killing pathogens is a highlight of ultra-high pressure sterilization technology. Especially in the processing of high-risk foods, such as sashimi and raw meat, this equipment can significantly improve food safety and reduce the incidence of foodborne diseases.
Application of ultra-high pressure sterilization technology in the food industry
Ultra-high pressure sterilization technology is increasingly used in the food industry, especially in recent years, with the increasing demand of consumers for high-quality and safe food. The following are specific application cases of ultra-high pressure sterilization technology in different fields:
1. Juice and beverages
Ultra-high pressure technology is most commonly used in the juice and beverage industry. It can effectively kill microorganisms without affecting the aroma and nutritional content of fruits. In addition, juice processed by this technology has a longer shelf life, which helps companies reduce logistics and inventory pressure.
2. Dairy products
In the dairy industry, ultra-high pressure sterilization equipment can effectively eliminate the problem of milk flavor loss caused by high-temperature pasteurization. Yogurt and milk using ultra-high pressure technology have a taste closer to raw milk and are safer.
3. Meat and seafood
For meat and seafood products, ultra-high pressure technology can greatly improve the disease prevention and control capabilities of food while ensuring the flavor of the product. It is particularly suitable for raw products, such as sushi and sashimi, and increases consumers' sense of security by ensuring that there are no parasites and bacteria.
Market prospects and challenges of ultra-high pressure sterilization equipment
As people pay more and more attention to food safety and quality, the market prospects of ultra-high pressure sterilization equipment are broad. According to market survey data, the global ultra-high pressure sterilization equipment market will maintain a certain growth rate and reach new heights in the next few years. This growth is mainly due to the increasing demand of consumers for additive-free and natural flavor foods.
However, the popularization of this technology also faces some challenges. First, the investment cost of the equipment is high, and the initial cost may cause certain financial pressure for many small and medium-sized enterprises. Secondly, ultra-high pressure treatment can only kill microorganisms and has limited ability to eliminate some chemicals. Therefore, in some special food processing, it needs to be used in combination with other technical means.
Ultra-high pressure sterilization equipment provides the food industry with an emerging and advanced processing tool that can efficiently improve food safety and maintain its nutrition and flavor. Despite certain challenges and limitations, its wide application potential and the guarantee characteristics of high-quality food will surely be more and more widely recognized and used in the future. For companies that want to pursue high-quality and high-safety food, ultra-high pressure sterilization equipment is undoubtedly an innovative choice worth investing in.
With the continuous advancement of technology and changes in consumer demand, ultra-high pressure sterilization will play a more important role in ensuring food safety. The food industry will continue to embrace this technology to meet the market's increasingly stringent quality standards and technological innovation requirements.